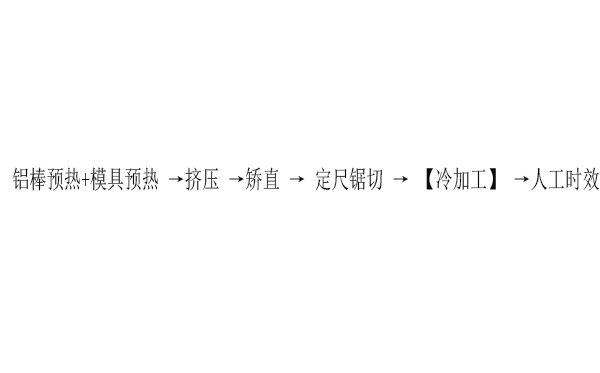
工業鋁型材的擠壓工藝流程圖:
工業鋁型材的冷加工處理過程:
1、冷加工范圍
當擠壓型材經矯直后還存在角度、平面間隙、擴口、收口及縱向彎曲等缺陷時,可以采用冷加工即冷輥壓矯正方法進行矯正。
2、確定缺陷類型和加工程度
根據相關技術要求和與圖紙的偏差程度確定配輥方案。
3、配輥
3.1 角度、平面間隙、擴口、收口缺陷用上下對輥,縱向彎曲缺陷用上下交錯輥。
3.2 配輥時應考慮加工后缺陷位置的尺寸易于測量。
3.3 當型材同時存在幾種缺陷時,應按以下順序進行輥壓矯正:
平面間隙→角度→擴口→收口→縱向彎曲。
4、裝輥
4.1 凡裝有擋料輥的孔型在一般情況下,均應留有變形空隙。
4.2 如需配兩對或兩對以上的輥時,輥的孔型中心線都應在同一軸線上。
4.3 所有下輥直徑必須相同,選取上輥與下輥直徑應盡量相同。
5、試輥壓
開機試輥,根據輥后形位、表面情況不斷調整輥片和墊片直徑或輥間距離和軸心,以達到良好的加工效果。
6、正式輥壓
經試輥壓加工后的型材待質檢員驗收合格后,方可進入人工時效工序。